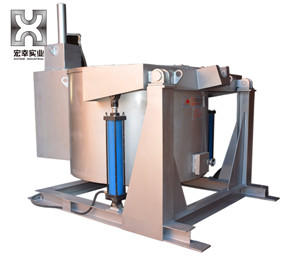
镁合金熔化炉炉体部分主要由加热系统,气体保护系统和定量输料系统组成,并在电气控制柜单元装设有报警系统和人机界面
加热系统是镁合金熔化炉的核心组成部分,采用PWM信号控制固态继电器(SSR)调整加热功率。镁合金熔化炉采用N2和SF6混合气体保护系统。当镁合金熔化室温度高于350℃时,气体保护系统启动,N2和SF6-A气路电磁阀打开,气体通过质量流量计控制流量,冲入混合气体,混合气体再经过质量流量计通入镁合金熔化室。
混合过程是周期性的,气体混合时,流入混气瓶的N2和SF6的总流量大于流出混气瓶供给镁合金熔化室的气体流量,混气瓶中气压升高,升至高限位N2和SF6停止供气。利用混气瓶中已储存的高压气体为熔化室供气,混气瓶中气体压强下降,降至低限位N2和SF6重新开始供气,制备高压混合气体。
镁合金熔化炉的定量输液系统在每次压铸动作前,将镁合金溶液传送至压铸机的浇注口,镁合金熔化炉采用轴流式输液系统。工作时交流电机带动螺杆提升镁合金溶液至输液管,镁液由输料管注入镁合金压铸机浇注口。可以通过变频器改变电机转速,从而调整输料速度,还可以调整单次输料时间,最终得到不同的输液量,满足不同体积镁合金压铸件的需求。输料管处亦装有小型加热体,防止镁合金溶液凝固。输液系统通过镁合金熔化炉与压铸机的联机信号来实现与压铸机的配合。
镁合金熔化炉的报警系统通过声光装置传达运行参数的异常情况(坩埚漏液、温度、压力超限),把这些异常分为警告和错误2个级别,采用不同的声光信号形式(快闪烁、慢闪烁、疾铃声、缓铃声)来提示操作人员。熔化炉人机界面采用图文丰富的HMI,并配备操作键盘用于人工操作。