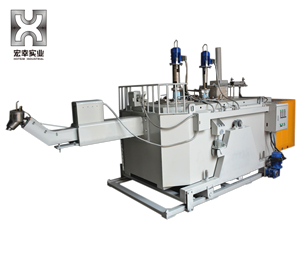
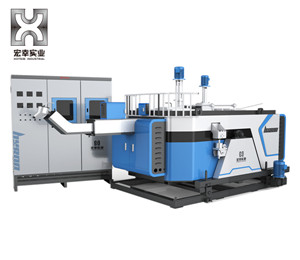
由于镁合金的熔化是在密封的条件下进行的,对于镁合金热室压铸机来说,料壶和打料系统也是浸在镁液中,可以实现供料和打料的自动化。对于镁合金冷室压铸机来说,则需要定量浇注系统从熔化炉中向压铸机浇注,目前宏幸工业炉开发应用的镁合金自动定量熔化炉,其浇注系统有叶轮式、气压式、活塞式等
叶轮式浇注系统式通过叶轮的转动提升镁液,通过输料管定量浇注到压铸室内,可以改变叶轮的转速以及运转时间来实现浇筑量的改变。这种镁液泵的定量精度可以达到±2%.生产中操作人员还应控制控制镁液面的稳定,以免引起供料量的波动。这总叶轮泵结构简洁实用,操作和保养也比较容易,故障率低
另外一种定量浇注系统是通过调节活塞的行程来决定注料量。活塞泵在理论上可以达到很高的精度,但是由于浸泡在镁液中的部分过多,长期在高温镁液的浸泡下,维修保养很不方便。

电磁泵定量浇注系统利用导电流体中的电流和磁场作用,把电磁推动力直接作用在金属液体上,使之发生定向移动,其运动规则复合左手定则。电磁泵的流量大小与升液电流,磁感应强度有关。电磁泵的特点是没有机械磨损,控制也较为方便。
气压泵浇注系统主要结构为密封泵室,注料时加压的氩气通过一根管子进入泵室,泵室下方和镁合金熔化炉连接的单向阀门关闭,气体排开同样体积的镁液进行注料。气压泵的特点式没有机械磨损,故障率低、清理维护简单,在浇注较大的镁液时定量精度较好。 |  |