



东莞市宏幸工业炉制造有限公司,长年专注非标工业热处理炉、铸造熔炉、压铸周边自动化设备的研发、定制、生产,可依客户实际需求定制或改制
本司产品齐全,品质优良,终身提供售保,欢迎业界同仁来电洽谈。
7*24小时垂询热线:135-3858-2913
一、产品名称
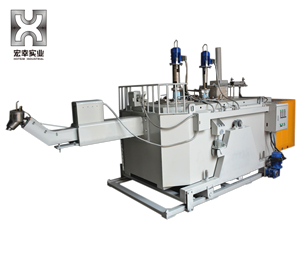
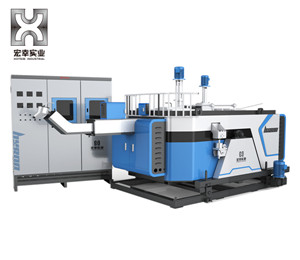
[镁合金自动定量保温炉]
专利号:ZL 2015 2 0741969.4
二、熔化炉技术特点
1.电箱配件采用进口品牌组成。组装配件有施耐德总制互感器、西门子PLC触摸屏、日本进口小岛流量计。
2.坩埚使用31mm厚度双金属复合钢材一体折弯组成,熔化室与保温室采用独立分开作业,保证泵料室镁液纯度和料温稳定。
3.平行输料管设计,保障镁液在压铸料筒位待命。料管材质耐温高达1250℃,可直接升温至760℃。有效防止料管堵料,不需要操作人员长期清理,维护操作更加方便。
4.可搭配镁合金自动上料预热机。采用先进机械手投料方式,防止溅料、飞料等现像。
5.坩埚和输料管采用法兰对接,防止镁液漏料
6.可搭配全自动水口投料机
三、设计规格
1.熔化率:350-400kg/h (基于在料液温度已在680度连续生产有效)
2.坩埚总容量:大约1500kg 合理镁液装载量:大约1300kg
3.工艺温度:680℃-690℃
4.技术功能:实现镁合金熔化液体自动定量浇注
5.配置标准:与1650T 压铸机配合使用
6.熔炉总功率:289KW。(炉体功率:280KW,输料管功率:9KW)
7.炉体移动:电机控制前后移动,升降台可单独配置
8.设备组合:控制系统、炉体、定量系统、坩埚、输料系统、加热系统、气体保护系统、支架。
9.可搭配镁合金自动上料预热机,实现全自动化投料。
10.西门子PLC全电脑控制系统,人机互动界面全部功能集中一体化,方便压铸企业实际智能化操作。
11.定量参数:最少100克,最大20KG,用定量频率+泵料时间来控制定量重量。
四、熔炉配置组成
炉体构造
1.外壳采用A3钢板及型钢加工成钜形体炉体结构
2.保温层使用优质纳米板、保温材料、硅酸钙板铺设在外壳内
3.炉衬选用进口轻质莫莱石保温砖,保温效果好
4.炉丝选用瑞典进口扁带发热丝,固定在炉膛四周与底部加热。
5.炉膛内设有漏液报警装置,此电极与电炉控制柜报警系统相联接,报警系统即发出报警信号,并自动停炉
6.保护气体开启状态,待料液温度下降低于350度时才可关闭保护气体,此时坩埚不需吊出。随料液自然冷却为固体时方可吊出坩埚进行维修。
保温构造
1. 第一层:耐高温保温板 2层(进口摩根品牌)
2.第二层:保温棉 3层(密度260.)
3. 第三层:高纯度耐高温绝缘砖:莫来石 (德国摩根)
4.纳米绝热材料
加热元件
1.扁带式电阻丝(瑞典康泰尔牌镍铬铝扁带发热丝),材质ocr27Al7M02耐热温度可达1400℃
2.固定U形炉钉(耐热温度可1400℃)
3. 特种材质保护套
加热方式
选用瑞典进口材质的扁带发热丝,美国进口炉钉加陶瓷保护珠固定在炉膛两侧与底部加热区。炉丝加热分两室加热:熔化室功率160KW保温区功 率120KW。分两室设计熔化功率,可以有效的提高熔化炉热能传递,降低电能损耗。
五、坩埚技术特征
[专利产品]
专利号:ZL 2015 2 0746443.5
特种双金属复合坩埚厚度达31mm,外层采用进口优质耐热材料316s。内部采用Q2345R材质,厚度28mm。为保证整体强度,坩埚整体采用机械折弯一体而成。底部没有焊接工艺,可直接提升坩埚承受压力。坩埚外表喷涂氮化硼保护层,在高温高压使用强度下,依然具有优良的不粘性、抗渣性和耐腐蚀性。坩埚维修取出方便,平均使用寿命在2年以上。
镁合金自动定量保温熔化炉采用双室坩埚设计,熔化室与保温室独立分开作业,有效保证保温室镁液的纯度,炉体采用两段加热,有效降低能耗。坩埚盖板采用不锈钢材料,不易变形,不会脱落。气体保护方式使用多孔设计,有效均匀分布气体。坩埚盖板与坩埚均使用不锈钢螺丝锁定,耐高温,不易变形,方便拆装。中间压有保温板,有效防止漏气现像。
坩埚内部镁液与空气接触部份,全部采用不锈钢点焊8层,加强此处坩埚的抗腐蚀性。有效增加坩埚使用寿命。
六、电箱(PLC系统,温控系统,气体保护系统)
SIEMENS SIMATIC控制系统简介
本系统搭载了SIEMENS SIMATIC控制平台,配备了人机互动界面,可安全实现数字化线性温度控制、压力控制、泵料控制、移动控制等。能够有效而又稳定的控制设备的正常运行。具有:使用方便、可靠性高、抗干扰性强、稳定性强等特点。
1.设备具备超温报警、低温报警;且高低温报警值可自行设定
2.具有漏液面检测装置,并具备停止加热断电功能,报警功能
3.在熔炉供料时不会与其他设备发生电路或硬件干涉问题, 镁炉自带通讯接口, 关掉或手动状态时不影响压铸设备信号
保护气体流量控制器简介
1.气体流量计采用日本小岛流量计,保护气成分调控范围: 混合气体:0.1-0.2% 范围内任意调节,供气精度±0.1%,供气量可调节。具有:精确度高,故障率少,操作简单方便等特点。
2.气体混合比例操作者可在 2-5‰范围内任意调节,采用 KOFLOC 高精度流量计,供气精度±1‰,供气量 3~10 升/分间可调整;
3.N2/ SF6 供气不足时,发出报警,30 分钟没有更换新气罐停止泵料,30 分钟没有更换新气罐停止加热,确保生产安全; N2 和 SF6 气体压力值均在屏幕上有数字显示;
4.配有自动/手动供气模式,在停电后可转换到手动模式供气,保证生产安全;
5.保护气路可实现自动开关系统,镁液温度≥350℃时自动启动,镁液温度≤349℃时自动停止;
七、定量泵
[专利产品]
专利号:ZL 2015 2 0741969.4
1.定量输料装置采用特种无 Ni 热作钢制造而成
2.定量精准,使用寿命长。电机采用变频调控方式。
3.定量泵出料量为 0.2~7kg, 打料精度 ±10g,免维护设计,正常情况下维护周期>1 个月
八、输料管
[专利产品]
专利号:ZL 2015 2 0743795.5
1.镁液已传输到压铸机浇口,泵料时间短
2.拆卸方便,无需降温,现场统计数据,更换时间<20 分钟
3.采用进口加热丝,低能耗,加热功率只有3kw,升温时间<1 h
4.输料管的电源及热电偶插头要有自锁装置,确保连接牢固
5.输料管的电源及热电偶插头要有自锁装置,确保连接牢固
6.本系统搭载了 SIEMENS SIMATIC 控制平台,配备了人机互动界面,可安全实
7.现数字化线性温度控制、压力控制、泵料控制、移动控制等
8.设备具备超温报警、低温报警;且高低温报警值可自行设定
九、对接法兰
[专利产品]
专利号:ZL 2015 2 0743228.X
1.与输料管对接,无需垫片
2.不漏镁液
3.金属对接
十、自动投料机
[专利产品]
专利号:ZL 2015 2 0743764.X
投料机技术参数
1.对镁锭都能实现自动上料及预热镁锭等功能
2.镁锭预热 200℃-300℃,此温度区间可调
3.本控制系统采用以PLC 为控制核心,操作简单
4.在设定打料量和镁锭重量后,配合熔炉液位检测装置自动调节投料
5.可实现卡料报警、缺料报警、高温报警等功能
6.最大装料量为 20 条镁锭,烤料时间大于 25 分钟,烤料数量 10 颗
7.当装料数量低于 10 颗时,能够自动报警提示
8.投料方式采用镁炉侧面投料方式
9.具有投料位置检测功能,错位停止泵料及投料并有声光及文字报警
10.投料采用新式机械手投料系统,有效防止投料时镁锭卡料,镁液飞料现像