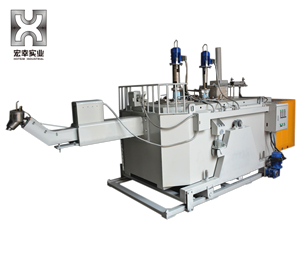
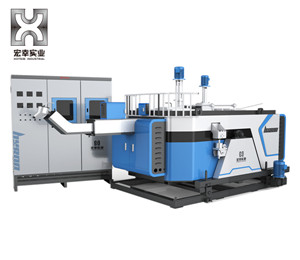
镁合金天然气熔化炉属于坩埚式熔化炉,具有典型的惯性、滞后、非线性对象特征。内部是个多变量系统,相互耦合,结构复杂,又有许多干扰因素影响,难以建立精确的数学模型。镁合金压铸时的压铸温度要比锌合金和鋁合金熔化点高,当生产细薄壁件时,对熔化炉温度控制要求更为严格。影响镁合金熔化炉熔池温度的干扰因素很多,他的动态响应一般都比较迟缓,如果采用单回路控制系统往往不能满足生产工艺的要求,因此温度控制系统选择两套温度检测系统的窜级控制方案。
主调节器检测和控制的变量称为主变量,即工艺控制指标。在本系统中为镁合金天然气熔化炉熔池温度。副调节器检测和控制的变量称为副变量,是为了稳定主变量而引入的辅助变量。在本系统中副变量为镁合金天然气熔化炉的炉膛温度,燃烧系统控制原理。主调节器的控制规律选取PID控制规律,副调节器要求控制的快速性,选取P控制规律,可以不考虑有余差。
系统通过设置在镁合金熔化炉坩埚内的K型铠装热电偶检测熔化池温度,将此温度与设定值进行比较得到偏差。如果存在偏差,温控器就对此偏差按PID算法进行修正。求得相应的控制量。控制给定周期内大火通断时间比,进而调节燃烧机的加热功率,从而实现对镁合金天然气熔化炉的温度控制。
同时镁合金熔化炉的炉膛温度检测信号与设定值相比较,当熔化炉炉膛温度过低时,按P算法进行修正,从而控制燃烧机的加热功率。炉膛温度调节器具有“粗调”的作用,镁合金溶液温度调节器具有“细调”的作用。通过这一粗一细的调节作用,从而达到调节镁合金天然气熔化炉整体炉温,使压铸工件品质得到进一步提升。