热处理的工艺适用于各种行业的加工和制造,它既可以锻造、制造工件,也可以通过热处理方法改善工件的机械性能、物理结构和化学性能,有效提高工件的质量问题。
热处理工艺主要包含有正火、退火、回火、淬火以上四类,集中体现在工业热处理领域。
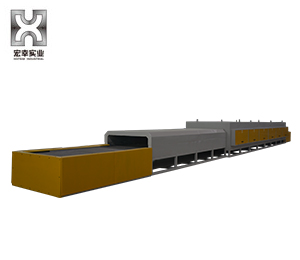
如:正火炉、退火炉、回火炉、淬火炉。伴随着工业的不断发展,工艺技术不断改进,但热处理工业也随即出现了一些缺陷,退火及正火的问题缺陷尤其显著,那退火及正火的缺陷应该怎么怎么样实施补救呢?
退火与正火的缺陷及补救措施
退火与正火的缺陷主要是硬度偏高、氧化和脱碳、过热与过烧、内部组织不良等。这些缺陷的补救方法如下:
硬度偏高
1.控制冷却的速度应该根据材料的化学成分、工件大小、装炉量及达到的组织与性能来加以控制,防止工件冷却速度过快;
2.严格遵守工艺的规范,防止加热温度过高或过低;
3.等温退火时要正确选择等温温度,以免等温温度过低
4.出炉温度不高于550℃,防止出炉温度过高,导致产生氧化
5.保温时间应按不同材料在1-2.5 min/mm范围选择,防止装炉量大时保温时间不足。硬度偏高的工件可在合理的工艺规范下重新进行一次正火或退火
氧化和脱碳
1.对于脱碳层超过加工余量的工件,应在渗碳.
2.气氛中増碳,最好在可控的气氛下增碳
3.可在工件表面涂上硼砂,在周期电炉内喷入适量的氯化锌溶液可以使工件表面形成一层氧化膜,以便保护工件在热处理时不再氧化
4.防止温度过高,保温时间过长。有效加热区的温度差最大为士20℃
过热与过烧