





东莞市宏幸工业炉制造有限公司,长年专注工业热处理炉、铸造熔炉、压铸周边自动化设备的研发、定制、生产,可依客户实际需求定制或改制
本司产品齐全,品质优良,终身提供售保,欢迎业界同仁来电洽谈。
7*24小时垂询热线:135-3858-2913
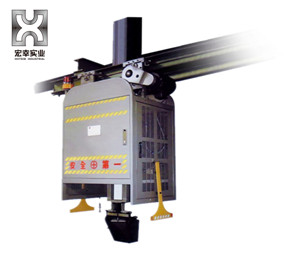
压铸配汤机是为解决压铸生产中大量溶汤输送及大型铸件浇注时送汤不及时与安全的问题,实现溶汤集中供应,对点分配到每个工位点保温炉,无人输送为目的。设备具有操作简单,稳定,安全,自动化程度高,维护简单等特点。
采用滑触线作为电源以及485通讯,用PLC与触摸屏进行控制,可快速的通过触摸屏自我诊断与电脑查明系统故障原因。解决了传统自动化控制需要大量的通讯电缆和开关按钮,故障极难查询的问题
行走,升降,倒汤均采用台达伺服电机,行走速度最高可达50米/分。安全门采用香港东方减速电机。定位采用编码器与接近开关双定位,精准,定位偏差不超过±20mm。
运行轨道采用150mm*150mm国标H钢,支撑采用10#国标槽钢,固定采用16mm厚固定铁板,14mm*150膨胀螺丝打入墙体固定,承载能力在2吨以上。 |  |
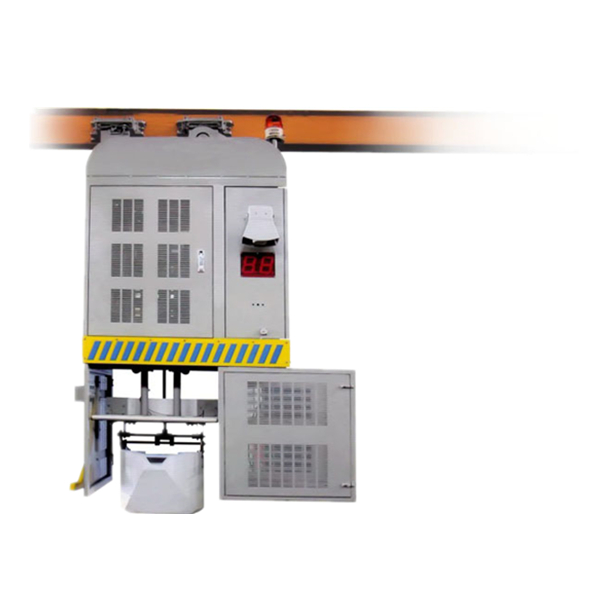
本设备安全,程序控制,当安全门未开启到位,汤勺不能升降与倒汤,当安全门未关闭,主机无法行走。汤勺未能复位,主机也无法行走。所有动作控制均采用施耐德行程开关与磁感应开关控制开限与关限。 主机配备防撞系统,在设备两端装置防撞设备,一旦防撞杆碰触人或物体,给汤主机将停止行动,主电箱报警,必须经行复位给汤主机才会再次运行。 每台机保温炉都安装液位检测装置,利用机械手行程进行控制,缺料上下限可随意调节。每台机保温炉位置的轨道上安装一个LED双色指示灯,绿灯亮代表机台运行,红灯亮代表缺料,红灯闪烁代表下一站将会补充熔汤。 2.8汤勺采用复合陶瓷制作,涂刷氮化硼被覆剂,不沾溶液。正常使用寿命超过6个月以上。 |
|

本设备给汤数量根据中央炉与压铸机吨位而异,适用于8-10台中等压铸机生产溶液转运,当中央炉放置与压铸机中间时候,最高可达12台机(产品较小)。
轨道采用M14*150mm拉爆螺丝将1000mm*250*14mm铁板固定在墙体上(水泥柱,如果是钢结构则直接焊接在钢结构立柱上)。在铁板上焊接三角支撑,承重轨道固定在三角支撑的水平位上。轨道与轨道之间采用130mm*180mm*14mm铁板进行连接,轨道水平采用调节板调节水平后再固定。承载能力在2吨以上。
运行轨道两端设置有前后极限行程开关,当碰触前后极限行程开关,给汤主机将停止走动,并报警提示。
小车悬挂在架空轨道上,当接收到铸机要求配液的信号时,小车起步向取液点方向前进,取液后向铸机方向运行,到达铸机小保温炉位置时倒出熔液,如果此时没有再次接收到配液信号,小车将在运行到待机位置停留。
单次送溶液量80KG,每小时可达1600。主机运行速度可达50米/分。
采用单次倒料,采用机械手取汤行程,当机边保温炉液位低下时,给予信号,进行倒料动作。
汤勺升降行程为800mm,升降速度最高50mm/秒。
设备配备主电箱与主机电箱,所有行程开关以及缺料信号传输到主电箱后,由主电箱通过滑触线485传输到主机电箱。
人机界面可监控每一台机器运行状态,X点Y点监控画面,故障自我异常诊断,在人机界面异常查询窗口可查询到故障发生时间记录。
配汤机与中央炉温度输出连接,当中央炉熔液温度过低时,会停止取汤,并报警提示。
当中央炉液位过低,给汤机液位探针将无法触碰溶液,将会报警提示。
压铸配汤机参数
序号 | 项目 | HXPT-400 | HXPT-800 | HXPT-1250 | HXPT-1800 | HXPT-2500 | |
1 | 适用压铸机型 | 125~400T | 450~800T | 900~1250T | 1400~1800T | 2000~2500T | |
2 | 手臂AC马达 | 0.75KW | 0.75KW | 1.5KW | 1.5KW | 2.0KW | |
汤勺AC马达 | 0.4KW | 0.4KW | 0.75KW | 0.75KW | 0.75KW | ||
3 | 电源 | 3PH AC 380V 50/60HZ | |||||
4 | 控制电压 | PLC-DC24V | |||||
5 | 给汤量 | 1-3.5 kg | 3.5-8.0 kg | 12-15 kg | 12-20 kg | 15-25 kg | |
6 | 给汤量调整 | 不需要停机就可以增/减汤量 | |||||
7 | 给汤量调整范围 | 以汤勺(10%-85%)总容量即汤勺之规格的0-100% | |||||
8 | 给汤量调整精度 | 最大给汤量的±1% | |||||
9 | 行程时间 | 炉上至注汤口 | 4.0sec. | 5.5sec. | 6.5sec. | 6.5sec. | 6.5sec. |
注汤 | 2.0 sec. | 3.5 sec. | 4.5 sec. | 4.5 sec. | 4.5 sec. | ||
10 | 一个周期时间 | 12 sec. | 16sec. | 20 sec. | 22 sec. | 25 sec. | |
11 | 待机方式 | 注完汤回至炉上待机(时间可设定) | |||||
12 | 熔炉尺寸 | 口径 | 550mm 以上 | 650mm 以上 | 750mm 以上 | 800mm 以上 | 850mm 以上 |
高度 | 以射出中心高度±8.0cm以内为标准 | ||||||
有效取料高度max. | 400mm | 450mm | 450mm | 500mm | 550mm | ||







